
Das Pyrolyeöl und die Fraktionen (pyrolytische Zuckerfraktionen und saure Wasserfraktionen) besitzen spezifische Eigenschaften und damit auch unterschiedliche ökonomische Werte und Anwendungsgebiete. Aus diesem Grunde wurden zunächst diese Eigenschaften, wie zum Beispiel die Verbrennungswärme des Pyrolyseöls und der Fraktionen, bestimmt. Anschließend wurde die Aufarbeitung der verschiedenen Fraktionen mit Hilfe von physischchemischen, biologischen und chemischkatalytischen Verfahren untersucht. AP 3 wurde unter der Leitung der Saxion Hogescholen durchgeführt.
Die direkte Anwendung von Pyrolyseöl: Verbrennung
Der Energiewert der verschiedenen Ölsorten und Fraktionen wurden mit einem Bombenkalorimeter analysiert. Der Bombenkalorimeter misst den Brennwert des Öls, indem er eine kleine Entzündungsreaktion verursacht und die dabei frei gewordene Energie in einem thermisch isolierten Druckbehälter auffängt (Abb. 1). Der gemessene Temperaturanstieg wird dann in Brennwerte umgerechnet (Abb. 2). Aus Abbildung 2 kann abgeleitet werden, dass die Öle in Bezug auf ihre Energiewerte unterschiedliche Erträge liefern und daher unterschiedliche ökonomische Werte für die Verbrennung besitzen. Eine der wässrigen Fraktionen aus dieser Messung enthielt sogar so viel Wasser, dass sie nicht verbrannte, was es unmöglich machte, den Energiewert zu bestimmen
Aufarbeitung
Nach einem ersten Screening wurden folgende Aufarbeitungstechniken für die Ölfraktionen ausgewählt:
1. Aufarbeitung durch Entfernen von Wasser, wodurch ein reineres Öl entsteht
2. die biologische Aufarbeitung der wässrigen Phase, was unter anderem die Produktion von Brennstoffen durch Vergärung beinhaltet3. Pyrolyseöl Fraktionen zur Holzverarbeitung (diese Komponente wird im nächsten Kapitel separat behandelt).
 Abbildung 1: Die Nutzung des Bombenkalorimeters bei Saxion im Rahmen des Projektes Grünes Gold. In dem isolierten gelben Schrank befindet sich der Reaktorbehälter. Eine Sauerstoffzufuhr mit Druckregler ist für die Zuführung der korrekten Menge an Sauerstoff erforderlich.
Abbildung 1: Die Nutzung des Bombenkalorimeters bei Saxion im Rahmen des Projektes Grünes Gold. In dem isolierten gelben Schrank befindet sich der Reaktorbehälter. Eine Sauerstoffzufuhr mit Druckregler ist für die Zuführung der korrekten Menge an Sauerstoff erforderlich.
Ad 1) Physische Aufarbeitung: Aufarbeiten durch Entfernen von Wasser
Um die saure Wasserfraktion trotzdem mit dem Bombenkalorimeter verbrennen und analysieren zu können, ist eine Entfernung des Wassers erforderlich. Es wurde geprüft, ob das Einfrieren der Ölfraktionen Eiskristalle erzeugt, wodurch gereinigtes Öl zurückbleibt. Das feste Eis hat eine geringere Dichte als das Öl und schwimmt dadurch. Das Öl bleibt in der flüssigen Phase und auf diese Weise kann das Öl durch Filtern der Eiskristalle konzentriert werden. Das ergibt Öl und Eis.
Vor diesem Experiment konnte der Brennwert der sauren Wasserfraktion nicht analysiert werden, weil zu viel Wasser in der Fraktion war. Nach dem Einfrieren der Probe war das Öl hinreichend konzentriert, um die Verbrennungsenergie bestimmen zu können (Tabelle, Abb. 3). Gefrierkristallisation ist womöglich eine gute Methode, um die Bioöle und Fraktionen mit hohem Wassergehalt zu konzentrieren, sodass sie als Rohstoff oder Brennstoff verwendet werden können. Das entfernte Eis besteht hauptsächlich aus Wasser und ist daher relativ rein (Abb. 4). Die Entfernung von Stickstoff aus dem Öl mit Hilfe von Aktivkohle und Filtration erwies sich als unmöglich. Das lag daran, dass durch Entfernung von Stickstoff auch ein Teil der Verbrennungswärme weggenommen wurde. Der Grund dafür ist, dass die stickstoffhaltigen Komponenten im Öl auch Verbrennungsenergie enthalten. Dies macht es schwierig Stickstoff zu entfernen, ohne den Energiewert zu beeinflussen.
 Abb. 2: Eingefrorenes wässriges Pyrolyseöl mit Eiskristallen.
Abb. 2: Eingefrorenes wässriges Pyrolyseöl mit Eiskristallen. 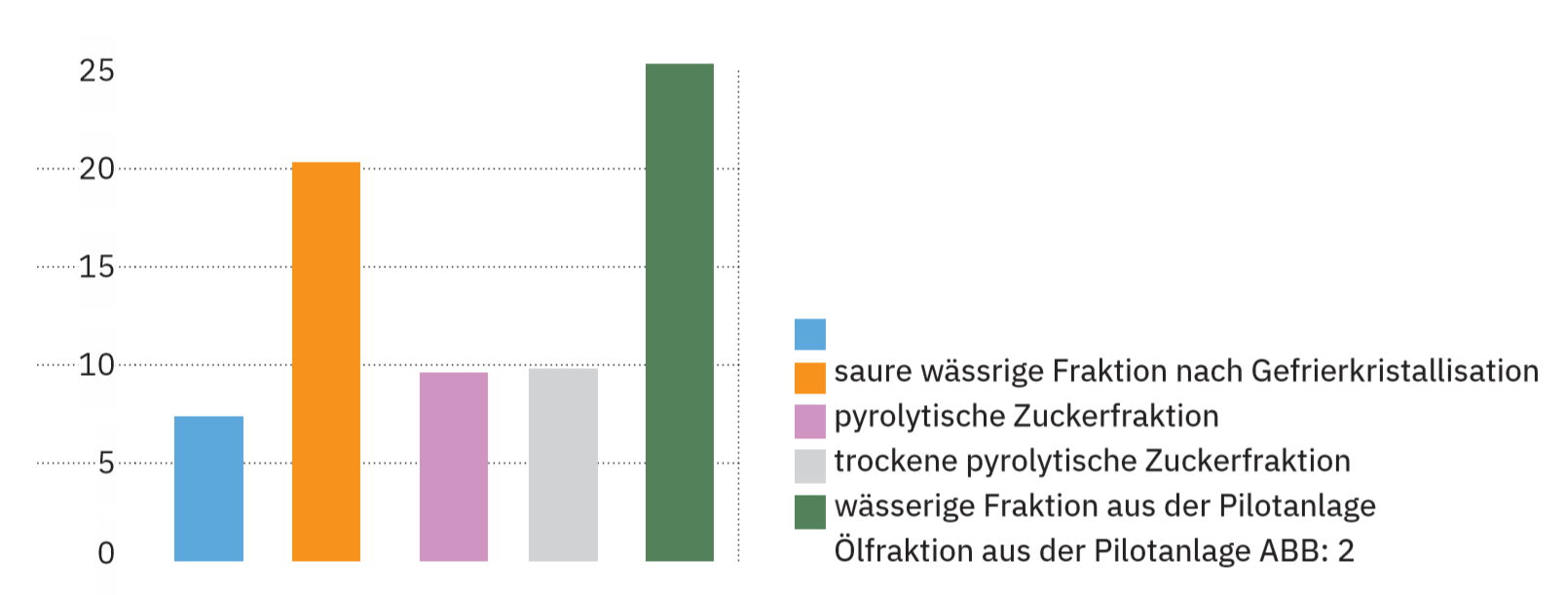
Abb 3: Gemessene Verbrennungswärme der verschiedenen Ölfraktionen.
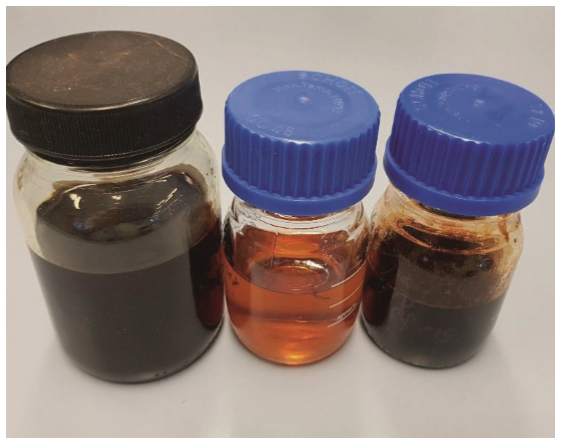 Abb. 4: Verschiedene Fraktionen von Öl. In der Mitte
Abb. 4: Verschiedene Fraktionen von Öl. In der Mitte
nicht gefrorene, saure wässrige Ölfraktionen. Abb
 Abb 5: Pyrolyseprodukte Fermentationsreaktor, wie er in der Studie verwendet wurde. Der Reaktor ist temperatur- und pH-gesteuert. Der ausgehende Biogasstrom wird mit einem Kondensator gekühlt und der Gasvolumenstrom gemessen. Wässrige Proben aus dem Reaktor wurden unter anderem analysiert auf Essigsäurekonzentration.
Abb 5: Pyrolyseprodukte Fermentationsreaktor, wie er in der Studie verwendet wurde. Der Reaktor ist temperatur- und pH-gesteuert. Der ausgehende Biogasstrom wird mit einem Kondensator gekühlt und der Gasvolumenstrom gemessen. Wässrige Proben aus dem Reaktor wurden unter anderem analysiert auf Essigsäurekonzentration.
Ad 2) Aufarbeitung mikrobiologisch: biologische Aufarbeitung der wässrigen Phase
Die saure Wasserfraktion besteht hauptsächlich aus einer Mischung vieler Arten von Säuren (siehe auch Tabelle 1) und ist darüber hinaus sehr wässrig. Mikroorganismen sind in der Lage, verschiedene Stoffe wie Säuren abzubauen, brauchen dafür aber eine wässrige Umgebung. Daher wurden die mikrobiologischen Umwandlungen der wässrigen Fraktionen geprüft, um (1) ein Produkt zu generieren, um (2) das Öl abzubauen, und so (3) auch reines Wasser zu erzeugen.Bei der anaeroben Vergärung wird eine Vielzahl von Substraten in Biogas umgesetzt (Tabelle 1). Die Studie hat gezeigt, dass es möglich ist, unterschiedliche Fraktionen zu Methan (Biogas) zu vergären. Auf diese Weise kann aus den wässrigen Fraktionen ein Brennstoff hergestellt werden. Vor dem Gärungsprozess muss der pH-Wert neutralisiert werden. Die Biogasproduktion kann nur bei einem pH-Wert zwischen 6 und 8 stattfinden, ohne den Neutralisierungsschritt des Öls läge der pH-Wert bei etwa 3 und wäre damit viel zu niedrig für die Biogasproduktion. Es war möglich, über einen Zeitraum von mehreren Monaten Biogas zu produzieren. Das zeigt, dass die Mikroorganismen, die für die Biogasproduktion verantwortlich sind, resistent sind gegen möglicherweise vorhandene Stoffe, die für Mikroorganismen normalerweise giftig sind. Der für den Test verwendete Reaktor ist temperatur- und pH-gesteuert. Der ausgehende Biogasstrom wird mit einem Kondensator gekühlt und der Gasvolumenstrom gemessen. Wässrige Proben aus dem Reaktor wurden auf unter anderem Essigsäurekonzentration analysiert. Neben der Methan-Produktion erwies es sich auch als möglich, Ethanol mit Hefe im Pyrolyseöl herzustellen (Abbildung 6). Allerdings war die Ethanolkonzentration mit <1% sehr niedrig. Darüber hinaus konnte Essigsäure aus den wässrigen Fraktionen erzeugt werden. Essigsäure wird unter anderem für die Produktion von Leim, Fasern und Plastik genutzt. Daher ist die Produktion von Essigsäure sehr vielversprechend. Die pyrolytische Zuckerfraktion enthält auch Levoglucosan. Dieser Stoff ist für viele Mikroorganismen inert und wird daher nicht umgesetzt. Thermische, Säure getriebene oder chemische Vorbehandlung der pyrolytischen Zuckerfraktion kann dieses Levoglucosan in Glukose umwandeln. Glukose ist für die Mehrzahl der Mikroorganismen wie Süßigkeiten, wodurch es mehr Möglichkeiten gibt, aus der pyrolytischen Zuckerfraktion Gärungsprodukte zu erstellen. Die Umsetzung von Levoglucosan zu Glucose kann führen zu: (1) einer Erhöhung der Acetat- und Ethanolproduktion und -konzentration und (2) zu anderen Gärungsprodukten, wie z.B. Milchsäure als Baustein für Bioplastics und Butanol als Brennstoff und zugleich als Basis für Farbe und für die Gummiindustrie.
Tabelle: Säuren in dem wässrigen Pyrolyseöl mit der Reaktionsgleichung zum Methan.

Sulfate oder andere gelöste Stoffe werden in Kläranlagen aus dem Abwasser entfernt, da diese Stoffe giftig sind. In der Kläranlage werden für diesen Zweck Mikroorganismen verwendet. Für dieses Reinigungsverfahren brauchen die Mikroorganismen eine Elektronenquelle, als solche könnte eine wässrige Fraktion dienen. Die Untersuchung hat gezeigt, dass es beispielsweise möglich ist, gelöstes Selenat zu festem Selen zu reduzieren. Festes Selen schlägt sich nieder und so kann der Stoff aus dem Wasser extrahiert werden (Abb. 6). Dieses Experiment zeigt, dass die saure Wasserfraktion oder die pyrolytischen Zuckerfraktionen als Elektronengeber in Wasseraufbereitungsverfahren verwendet ArbeitspAket 323werden können. Andere bekannte Elektronengeber in der Wasseraufbereitung sind Glycerin und Ethanol, die aber sehr teuer sind. Die wässrigen Fraktionen können eine gute Alternative darstellen.
 Abbildung 6: Hefezellen (Bällchen) mit Methylenblau gefärbt für Toxizitätstests. Die Komponenten im Öl können für Mikroorganismen giftig sein. Die ungefärbten Zellen weisen auf lebende Hefezellen hin, die gefärbten Zellen sind nicht mehr am Leben.
Abbildung 6: Hefezellen (Bällchen) mit Methylenblau gefärbt für Toxizitätstests. Die Komponenten im Öl können für Mikroorganismen giftig sein. Die ungefärbten Zellen weisen auf lebende Hefezellen hin, die gefärbten Zellen sind nicht mehr am Leben.
Schlussfolgerungen
In dieser Studie lag der Schwerpunkt auf der Aufarbeitung der sauren Wasserfraktion und in geringerem Maße auf der Aufwertung der pyrolytischen Zuckerfraktion. Der Einsatz der Gefrierkristallisation, bei der Wasser gefriert und als Eis aus der Flüssigkeit entfernt werden kann, hat sich für beide Fraktionen bewährt. Die durch Gefrierkristallisation konzentrierte saure Wasserfraktion kann sich immer noch in einem Bombenkalorimeter entzünden, unbehandelte saure Wasserfraktion entzündet sich nicht. Somit dürften sich durch die innovative Gefrierkristallisationstechnik sehr wahrscheinlich die saure wässrige Fraktion und die pyrolytische Zuckerfraktion effizient in einen brauchbaren Brennstoff und in gereinigtes Wasser (Eis) umwandeln lassen. Aufgrund der wässrigen Eigenschaften dieser Pyrolysefraktionen wurden auch mikrobiologische Aufbereitungstechniken in Betracht gezogen, da viele Mikroorganismen in einer wässrigen Umgebung wachsen können. Ein Dauertest, bei dem die saure wässrige Fraktion zu Biogas fermentiert wird, hat gezeigt, dass die Bakterien auch nach sechs Monaten noch Biogas produzieren können. In einer verdünnten sauren wässrigen Fraktion können die Bakterien nachweislich überleben, auch wenn darin Substanzen enthalten sind, die für Mikroorganismen potenziell toxisch sind. Dies ermöglicht es, in Zukunft einen neuen Fermenter zu entwickeln, bei dem der saure wässrige Strom kontinuierlich in nachhaltiges Biogas und relativ sauberes Abwasser umgewandelt wird.Neben der Methanproduktion hat es sich auch als machbar erwiesen, die pyrolytischen Zucker und die saure Wasserfraktion als wertvollen Elektronenspender für alle Arten von mikrobiologischen Prozessen, zum Beispiel in der Wasseraufbereitung, zu nutzen: Unter anderem wurde nachgewiesen, dass Sulfat in Sulfid und Selenat in Selen umgewandelt werden kann. Wenn man gegenwärtig übliche Elektronenspender durch diese wässrigen Fraktionen ersetzt, sind effektive Geldeinsparungen möglich. Es hat sich auch gezeigt, dass Reinkulturen wie Hefen in diesen Pyrolysefraktionen überleben können. Dies erhöht die Möglichkeit, beide Fraktionen als praktischen Nährstoff für die Herstellung spezifischer nützlicher fermentierter biobasierter Produkte zu nutzen: Acetat, Butanol und chemische Bausteine für die Herstellung aller Arten von nachhaltigen Materialien. Die Ergebnisse dieses Arbeitspakets belegen, dass die Kombination von Pyrolysefraktionen mit mikrobiologischer Wiederaufbereitung ein vielversprechendes und starkes Potenzial für eine energieneutrale, zirkuläre und biobasierte Wirtschaft in der Euregio besitzt.
 Abbildung 7: Mikrobiologischer Reduktionsprozess mit Hilfe von Öl als Elektronengeber.
Abbildung 7: Mikrobiologischer Reduktionsprozess mit Hilfe von Öl als Elektronengeber.
In der oben stehenden Reihe wurden verschiedene Tests mit Schwefel und Selen Reduktion durchgeführt. Die gelbliche Färbung wird durch die Zugabe von Öl verursacht. Der rote Niederschlag zeigt deutlich die Reduktion von Selen, die festen Ausscheidungen lagern sich auf dem Boden ab (die 3. und 4. Flasche von rechts zeigen eine klare rote Farbe auf dem Boden der Flaschen).
Pyrolysefraktionen zur Holzverarbeitung
Mit dem pyrolytischen Lignin aus dem Standard-Pyrolyseöl wurden bei BTG Experimente durchgeführt, um zu prüfen, ob Lignin möglicherweise als Rohstoff für bestimmte Resins/Kompositen oder Farben geeignet sein kann. Mit den pyrolytischen Zuckern aus dem Standard-Pyrolyseöl wurden von BTG und Foreco Formulierungen erstellt und als Holzschutzmittel getestet.
Bei der Herstellung von Harzen/Kompositen wurden verschiedene grüne Crosslinker (kein Formaldehyd) und Katalysatoren getestet. Darüber hinaus wurde die Verwendung von verschiedenen Füllmaterialien wie Sand, Sägemehl, Glasfaser, etc. geprüft. Mit den vielversprechendsten Mischungen wurden anschließend Proben von verschiedenen Pressungen hergestellt. Abbildung 1 zeigt eine 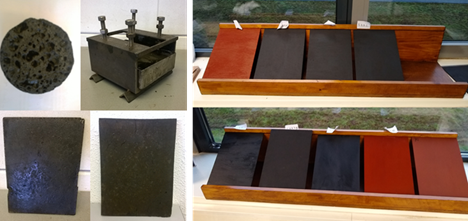
rechteckige Pressform (20 cm mal 15 cm) zusammen mit einigen anderen Proben. In der dargestellten Pressform wird eine Mischung mit Füllstoff/Fasermaterial gepresst und in einem Ofen ausgehärtet, um eine rechteckige Platte (Probe) zu bekommen. Bei der Entwicklung von Formulierungen zur Konservierung von Holz als eine Art von Beize (die mit einem Quast aufgetragen wird) wurden unterschiedliche Typen modifizierter pyrolytischer Lignine hergestellt und getestet. Bei dieser Anwendung ist es sehr wichtig, grüne Lösungsmittel zu verwenden, die biologisch abbaubar sind und keine oder nur sehr wenige Volatile Organic Components (VOC) freisetzen. Die Entwicklung von zwei Arten von Farbe wurde geprüft: eine auf Basis eines organischen Lösungsmittels und eine auf Wasserbasis. Insgesamt wurden für diese beiden Arten von Farbe mehr als 70 Formulierungen erstellt und getestet, wobei bis zu 60 m/m% (exkl. Lösungsmittel) an Lignin in den Mischungen verarbeitet werden konnte. Anschließend wurde eine Auswahl der leistungsfähigsten Formulierungen vorgenommen, die weiter optimiert wurden. Dabei wurde unter anderem geprüft, ob die Homogenität der Farben, die Verwendung von (mehr) natürlichen Pigmenten, die Produkttrocknung, Ausdämpfung, Verfärbung, die Streichfähigkeit mit dem Pinsel und das Maß an Holzschutz usw. verbessert werden konnten. Die vielversprechendsten Formulierungen der beiden entwickelten Arten von Farben wurden auf hölzernen und metallischen Platten weiter getestet. Zu diesem Zweck wurden unter anderem spezielle Gestelle gebaut, die dafür sorgten, dass die Holz- und Metallplatten in einem Winkel von 30° stehen. Die Prüfung der hergestellten Farben auf Metall könnte zu einer zusätzlichen Anwendung führen und zusätzliche Daten über beispielsweise die Hafteigenschaften liefern.
Proben, die mit den besten Formulierungen gestrichen wurden, wurden nach einer Trocknungszeit (von üblicherweise 24 Stunden) mehrere Monate auf einem Flachdach installiert und der vollen Sonneneinstrahlung, Regen und Wind ausgesetzt. Die Abbildungen 2 und 3 zeigen die ersten Ergebnisse (nach mehreren Monaten) dieser Tests auf. Insbesondere die wasserbasierte Farbe (# 3, # 4) scheint nicht geeignet zu sein für Metall (haftet nicht genug), aber hervorragend für die Holzbretter. Inzwischen wurden ein Gartenhaus und ein Zaun mit der vielversprensten
 Abb. 2: Die Proben auf dem Flachdach
Abb. 2: Die Proben auf dem Flachdach
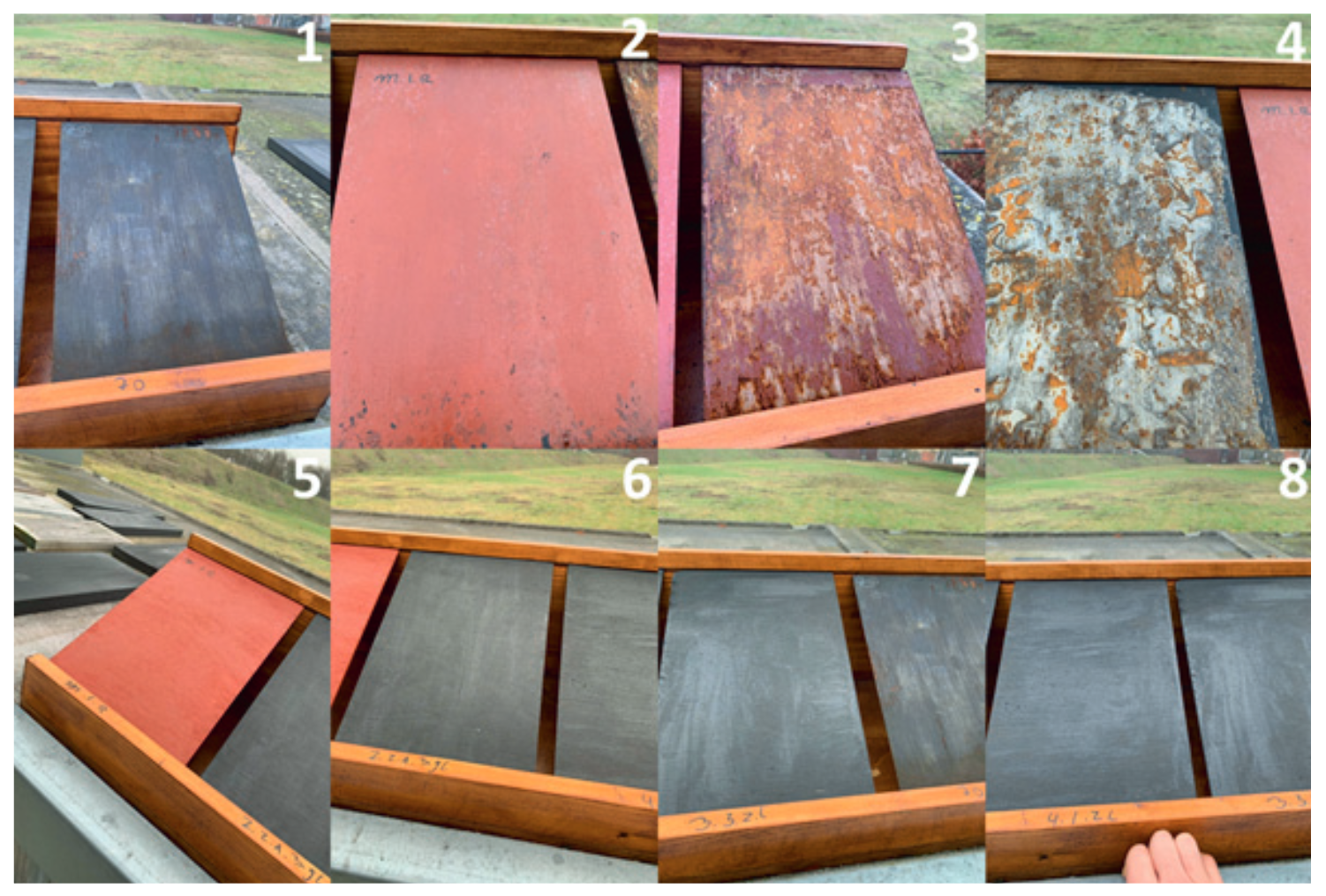 Abb. 3: Die Verwitterung der Farbe nach ein paar Monaten.
Abb. 3: Die Verwitterung der Farbe nach ein paar Monaten.
 vAbb. 4: Dieses Gartenhaus wurde mit der neuentwickelten Wasserbasierten Farbe gestrichen
vAbb. 4: Dieses Gartenhaus wurde mit der neuentwickelten Wasserbasierten Farbe gestrichen
wasserbasierten Farbe gestrichen (siehe Abb. 4). Hierfür wurden mehr als 20 kg Farbe produziert. Der organische Lack scheint nichtsdestotrotz eher für Metall (# 2) geeignet zu sein, funktioniert aber auch auf dem Holz ganz gut. Zum Vergleich wurden auch Platten mit kommerziellen Farben und Beizen (viermal) auf dieselbe Art und Weise getestet. Die schwere Fraktion, die bei der Pyrolyse von Gärresten in der Pilotanlage (PP) erzeugt worden ist, wurde ebenfalls für die Herstellung von Farben (sowohl für wasserbasierte als auch für organisch basierte Formulierungen) getestet. Diese Fraktion wurde zuerst in einem Filmverdampfer behandelt, um Restwasser zu entfernen und den Geruch zu reduzieren. Anschließend wurden verschiedene Mischtests mit dieser trockenen Fraktion durchgeführt. Mit der trockenen Fraktion konnte (in beiden Fällen) keine homogene Farbe, wie sie durch das pyrolytische Lignin aus Standardöl gewonnen wurde, hergestellt werden, außerdem roch das Produkt enorm.Für Foreco wurden für die Modifizierung von Holz verschiedene Imprägnierungsmischungen produziert. Die erforderlichen Pyrolyseöl-Fraktionen wurden hergestellt, indem Standard-Pyrolyseöl kontinuierlich in der angepassten Einheit fraktioniert wurde. Zunächst wurden diese Mischungen im Labor präpariert und getestet. Hierbei wurde unter ArbeitspAket 3 – pyrolysefraktionen zur Holzverarbeitung anderem auf den anzuwendenden Katalysator, die erforderliche Härtungstemperatur und Zeit, das Maß der Härtung (Aushärtung in einem Ofen), Ausdämpfung und Aufschäumen der verschiedenen Formulierungen geachtet. Abbildung 5 zeigt eine Reihe von Beispielen ausgehärteter Mischungen und
 Abb. 5: Im Ofen ausgehärtete Formulierungen, vor (obere Reihe) und nach Zugabe von Wasser (untere Reihe)
Abb. 5: Im Ofen ausgehärtete Formulierungen, vor (obere Reihe) und nach Zugabe von Wasser (untere Reihe)
ausgehärteter Proben, denen anschließend Wasser zugefügt wurde. In jedem Becher wurde jeweils dieselbe Menge an Mischung verwendet. Die Mischungen in den Bechern wurden unter den gleichen Bedingungen ausgehärtet. Alle ausgehärteten Proben (obere Reihe) scheinen zunächst gut ausgehärtet zu sein, aber wenn Wasser zugegeben wird und die Proben für eine Weile stehen gelassen werden (24 Stunden stehen gelassen, dann gerührt), dann fangen die Proben 18 und 19 (untere Reihe) an auszulaugen. Probe 17 wurde mit einer Fraktion von Standard-Pyrolyseöl und einem Katalysator hergestellt und laugt nicht aus. Die Proben 18 und 19 wurden mit dem Wasser hergestellt, das aus der Pilot Pyrolyse Anlage (PP) mit Gärresten und einem Katalysator generiert worden ist. Dieses starke Auslaugen ist bei der Behandlung von Holz natürlich unerwünscht. Die Mischungen 18 und 19 scheinen ausgehärtet zu sein, sind es aber nicht. Offensichtlich enthält die wässrige Fraktion keine reaktiven Komponenten (unter anderem Zucker) mehr, die für die Aushärtung und Fixierung sorgen. Ein weiterer wichtiger Punkt ist, dass diese Wasserphase nach der Aushärtung auch noch enorm gestunken hat. Nach Rücksprache mit Foreco wurde deshalb entschieden, mit diesem Material keine Imprägniertests durchzuführen.Von den vielversprechendsten Formulierungen (21 Mischungen) wurden anschließend größere Mengen an Material (insgesamt 610 kg) für Foreco hergestellt, um sie in einer Pilotanlage (Imprägnierung) zu testen.
Bei Foreco wurden die Formulierungen dann mit Hilfe eines Vakuum-Druckverfahrens in Holzproben imprägniert. Holzproben von einem halben Meter Länge wurden in einem Prüfkessel imprägniert. Dieser Prüfkessel wurde speziell für dieses Projekt angeschafft. Nach der Imprägnierung wurden die Proben getrocknet und einer hohen Temperatur ausgesetzt. Während dieser Aussetzung polymerisiert das Harz und haftet an den Holzzellen, wodurch sich Eigenschaften wie Schrumpfung, Aufquellen und Haltbarkeit deutlich verbessern. Anschließend wurde die Laugung gemessen und der Trocknungsprozess bei Bedarf angepasst, um eine höhere Aufnahme und bessere Qualität zu erreichen. Schließlich wurde die Qualität der verarbeiteten Holzmuster beurteilt, um festzustellen, ob sie für kommerzielle Zwecke ästhetisch ausreichend sind. Die Holzproben wurden dann bearbeitet, um ihre Haltbarkeit zu testen. Bei diesem Test wurden kleine (5 x 1 x 1,5 cm) Holzstäbe in den Boden eingeführt oder in direkten Schimmelpilzkontakt gebracht. Daraufhin wurde ihr Gewichtsverlust durch den Schimmelpilzbefall gemessen. Je höher die Haltbarkeit des Holzes, desto geringer ist der Gewichtsverlust. Foreco war besonders an einem modifizierten, konservierenden Produkt interessiert, das in einer späteren Phase auch kommerziell genutzt werden kann.Für den Test wurde das am schnellsten wachsende Holz verwendet: Radiata Pine. Die Eigenschaften dieser Holzart sind bekannt und dienten als Vergleichsgrundlage.
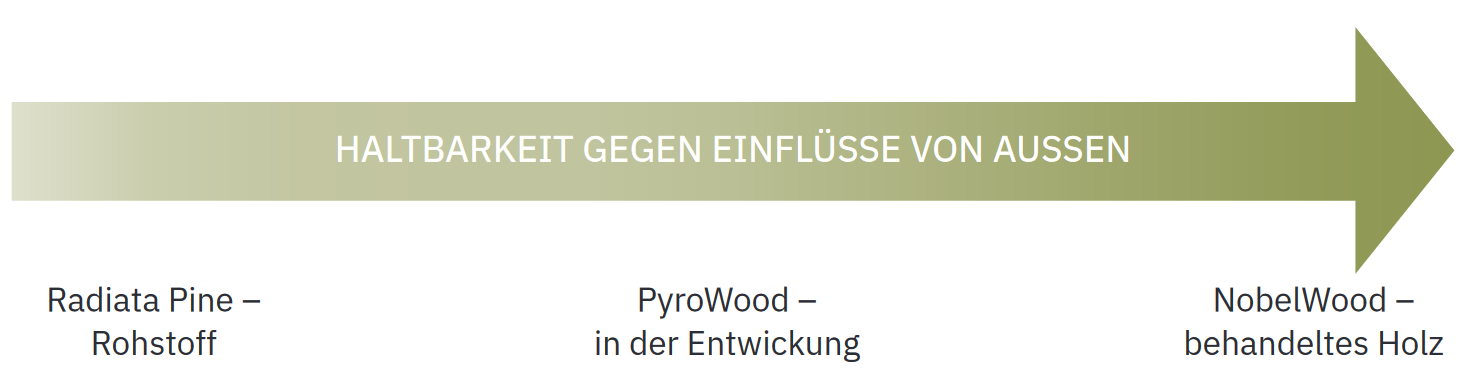 Abb. 6: Haltbarkeit gegen Einflüsse von außen
Abb. 6: Haltbarkeit gegen Einflüsse von außen
Hinsichtlich der Haltbarkeit hat sich das Holz nach der Behandlung durch die Formulierungen erheblich verbessert. Die Auswirkung der verschiedenen Katalysatoren war nicht signifikant. Eine kommerzielle Anwendung bedarf jedoch noch weiterer Forschung.
Darüber hinaus wurden weitere Eigenschaftstests durchgeführt. Das neue Produkt wurde im Schrumpf- und Aufquellverhalten verbessert. Die Rissbildung während des Prozesses wurde ebenfalls gemessen, da dies für die weitere Qualitätskontrolle sehr wichtig ist.
Neben der reinen Anwendung von Zucker- und Ölfraktionen im Holz wurde diese Lösung teilweise im Original-Harz von Forecos bestehendem Produkt NobelWood verwendet. NobelWood wird momentan mit einem Bioharz, das auf Rohrzucker und anderen Biomasseresten basiert, hergestellt. Daher wurde beschlossen, einzelne Tests bezüglich der Kompatibilität, der Nachhaltigkeit und der Kosteneinsparung der Bioölalternativen durchzuführen.
Den Testergebnissen ist zu entnehmen, dass die Beständigkeit gegen Schimmel, Schrumpfen und Aufquellen des imprägnierten Holzes unverändert ist im Vergleich zu den Standard NobelWood Holzmustern (Abb. 7). Die Auslaugungseigenschaften haben leicht abgenommen. Andererseits machen die verfügbaren Biomasseströme, die bewährte innovative Technik und der niedrigere Herstellungspreis deutlich, dass die Anwendung von Zuckerfraktionen eine sehr interresante Alternative darstellt.
Dies erfordert zwar noch weitere Forschungen, ist aber ein sehr vielversprechendes Ergebnis dieses Arbeitspaketes. Als erster Schritt im Rahmen von Grünes Gold wurde ein DUBO-Zertifikat beantragt, um die Umweltauswirkungen der neuen Produkte zu messen.
Auf der Grundlage dieser Ergebnisse wird Foreco nach Ablauf der Förderperiode weiter an diesem Ansatz arbeiten, um langfristig zu einem kommerziellen Produkt zu kommen. Die Möglichkeiten einer Patentanmeldung werden derzeit geprüft.
 Abb. 7: Vergleich Pyrowood – Zuckerfraktion + Bioharz
Abb. 7: Vergleich Pyrowood – Zuckerfraktion + Bioharz